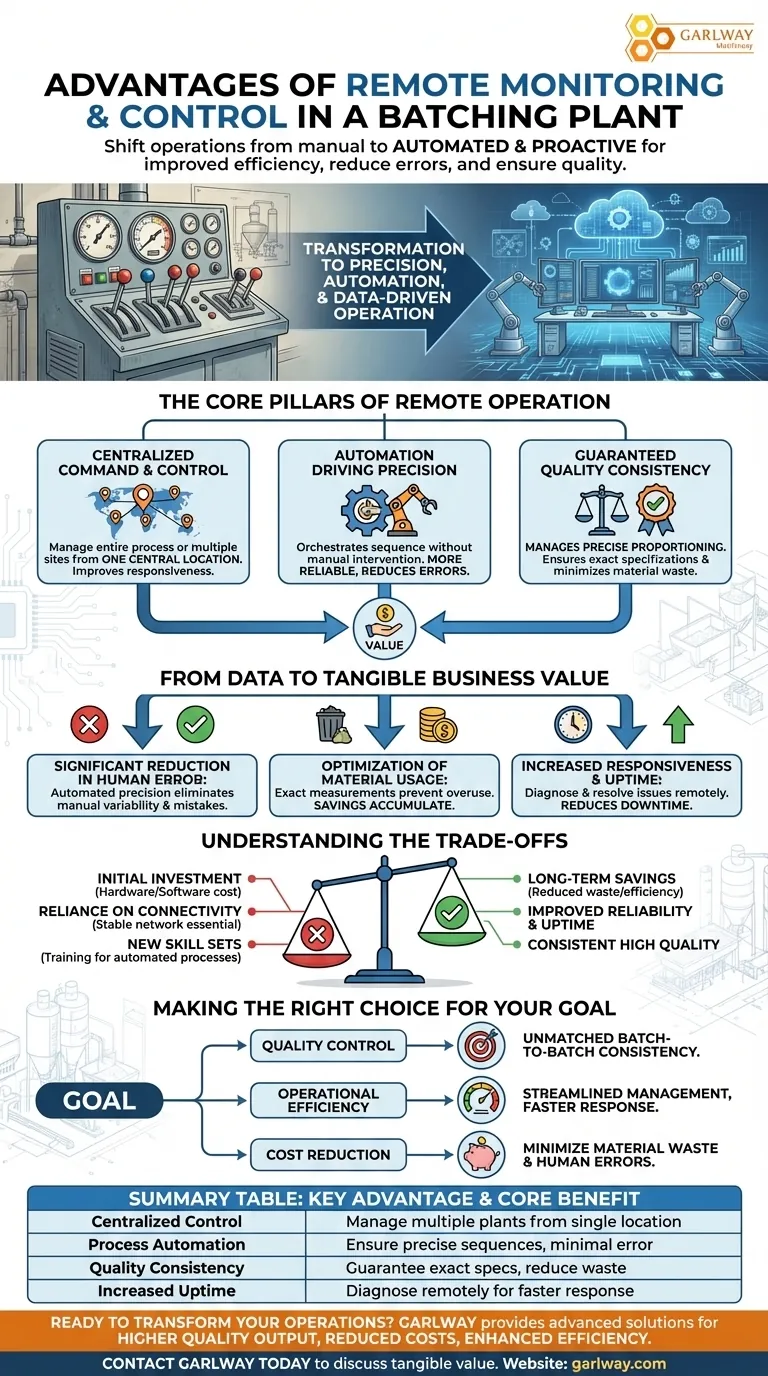
En una planta de dosificación moderna, los sistemas de monitorización y control remotos son ventajas fundamentales que transforman las operaciones de manuales y reactivas a automatizadas y proactivas. Estos sistemas permiten a los operarios supervisar y gestionar todo el proceso de producción desde una ubicación centralizada, lo que mejora significativamente la eficiencia, reduce los errores y garantiza una calidad de producto constante.
La ventaja principal no es solo el acceso remoto; es la transformación del proceso de dosificación en una operación altamente precisa, automatizada y basada en datos que minimiza el desperdicio y el error humano.

Los pilares fundamentales de la operación remota
La implementación de la monitorización y el control remotos introduce tres mejoras fundamentales en cualquier planta de dosificación. Estos pilares trabajan juntos para crear un sistema más eficiente y fiable.
Mando y control centralizados
Los operarios ya no están atados a un único panel de control físico en el sitio. Pueden gestionar todos los aspectos del proceso de dosificación desde una oficina central, o incluso múltiples sitios desde una sola ubicación.
Esta centralización mejora drásticamente la capacidad de respuesta a las demandas cambiantes o a los problemas potenciales.
Automatización que impulsa la precisión
El sistema de control orquesta toda la secuencia de operaciones sin necesidad de intervención manual para cada paso. Esta lógica programada es intrínsecamente más fiable que la acción humana.
Al automatizar el proceso, el sistema reduce la probabilidad de errores costosos que pueden surgir de una mala comunicación o de entradas incorrectas.
Calidad constante garantizada
Quizás la función más crítica es la capacidad del sistema para gestionar la proporción precisa de los materiales. Ajusta continuamente las mediciones para garantizar que cada lote cumpla con las especificaciones exactas.
Esto garantiza un producto final constante y de alta calidad, al tiempo que minimiza el desperdicio de valiosas materias primas.
De los datos al valor empresarial tangible
Las capacidades técnicas de los sistemas remotos se traducen directamente en mejoras medibles para el negocio. Comprender este vínculo es clave para justificar la inversión.
Reducción significativa de errores humanos
Los sistemas automatizados ejecutan el mismo proceso con la misma precisión cada vez. Esto elimina la variabilidad y el potencial de errores inherentes a las operaciones manuales, lo que lleva a menos lotes rechazados y menos material desperdiciado.
Optimización del uso de materiales
Al garantizar mediciones exactas para cada lote individual, el sistema de control evita el uso excesivo de materiales caros como el cemento o los aditivos. Con el tiempo, estos pequeños ahorros se acumulan hasta convertirse en un beneficio financiero significativo.
Mayor capacidad de respuesta y tiempo de actividad
Cuando surge un problema, un operario puede diagnosticarlo y, a menudo, resolverlo de forma remota sin necesidad de desplazarse a la planta. Esta supervisión inmediata reduce el tiempo de inactividad y mantiene la producción según lo programado.
Comprensión de las compensaciones
Si bien los beneficios son sustanciales, la adopción de esta tecnología requiere una clara comprensión de las consideraciones asociadas. La objetividad es crucial para tomar una decisión sólida.
Inversión inicial e integración
Existe un coste inicial asociado al hardware, software y sensores necesarios para un sistema remoto robusto. Esta inversión debe sopesarse frente a los ahorros a largo plazo derivados de la reducción de residuos y la mejora de la eficiencia.
Dependencia de la conectividad
La eficacia de un sistema remoto depende totalmente de una conexión de red estable. Cualquier interrupción en la conectividad puede detener las capacidades de gestión remota, lo que hace que una infraestructura de red fiable sea esencial.
Requisito de nuevos conjuntos de habilidades
Su equipo necesitará formación para operar y mantener los nuevos sistemas de control. Si bien las interfaces modernas son fáciles de usar, la transición de procesos manuales a automatizados requiere un cambio en las habilidades técnicas.
Tomar la decisión correcta para su objetivo
Para determinar si esta tecnología es adecuada para usted, alinee sus beneficios con sus objetivos operativos principales.
- Si su principal objetivo es el control de calidad: La capacidad del sistema para garantizar una dosificación precisa y la automatización de procesos proporcionará una consistencia inigualable entre lotes.
- Si su principal objetivo es la eficiencia operativa: El control centralizado agiliza la gestión, permitiendo a un operario hacer más con mayor precisión y tiempos de respuesta más rápidos.
- Si su principal objetivo es la reducción de costes: El impacto directo en la minimización del desperdicio de materiales y la eliminación de errores humanos costosos proporciona un retorno de la inversión claro y medible.
En última instancia, la implementación de la monitorización y el control remotos transforma una planta de dosificación de un proceso impulsado manualmente a una operación de alta precisión y respaldada por datos.
Tabla resumen:
| Ventaja clave | Beneficio principal |
|---|---|
| Control centralizado | Gestione múltiples plantas o procesos desde una sola ubicación. |
| Automatización de procesos | Garantice secuencias de dosificación precisas y repetibles con un mínimo de error humano. |
| Consistencia de calidad | Garantice que cada lote cumpla con las especificaciones exactas, reduciendo el desperdicio de material. |
| Mayor tiempo de actividad | Diagnostique y resuelva problemas de forma remota para una respuesta más rápida y menos tiempo de inactividad. |
¿Listo para transformar las operaciones de su planta de dosificación?
GARLWAY se especializa en el suministro de maquinaria de construcción avanzada y soluciones de control para empresas constructoras y contratistas de todo el mundo. Nuestra experiencia en plantas de dosificación de hormigón, mezcladoras y cabrestantes puede ayudarle a implementar un sistema de monitorización remota que ofrezca:
- Mayor calidad de producción: Garantice lotes precisos y constantes en todo momento.
- Reducción de costes operativos: Minimice el desperdicio de materiales y elimine errores costosos.
- Mayor eficiencia: Gestione el rendimiento de su planta desde cualquier lugar.
Póngase en contacto con GARLWAY hoy mismo para analizar cómo nuestras soluciones pueden aportar un valor tangible a sus proyectos.
Guía Visual
Productos relacionados
- Planta de Hormigón Preparado HZS120 Mezcladora Comercial de Cemento y Lodo
- Planta dosificadora de hormigón de cemento pequeña HZS35
- Precio de la mezcladora de cemento de la planta de procesamiento por lotes de concreto HZS75 Mezcladora de concreto Bunnings Planta de mezcla
- Máquina Mezcladora de Concreto Eléctrica Comercial HZS 50 Planta de Lotes Pequeños en Venta
- Planta de Hormigón Preparado HZS180 para Cimentaciones con Arena y Cemento
La gente también pregunta
- ¿Cuál es el proceso de producción de hormigón en una planta de hormigón? Logre precisión y calidad para sus proyectos de construcción
- ¿Cuáles son las dos categorías principales de plantas de hormigón? Elija la planta adecuada para su proyecto
- ¿Cómo funciona el hormigón premezclado? Una guía para una entrega de hormigón eficiente y de alta calidad
- ¿Cuál es el papel de una planta de hormigón en la industria de la construcción? Lograr calidad, velocidad y control de costos
- ¿Cuál es el componente central de una planta de hormigón? La unidad mezcladora define la calidad de su hormigón










